
La producción moderna de aceite de soja representa un desafío técnico que demanda no solo eficiencia, sino un compromiso serio con la sostenibilidad y el manejo responsable de los recursos. Desde la selección inicial del grano hasta el envasado final, cada etapa involucra tecnologías avanzadas y procesos optimizados para obtener un producto de alta calidad. A la par, la valorización de los subproductos —principalmente la harina de soja (o harina de soya) y la lecitina de soja— refleja una filosofía empresarial que prioriza la eficiencia ambiental y el uso racional de materias primas.
El proceso comienza con la limpieza y acondicionamiento del grano, donde se eliminan impurezas para garantizar un producto final libre de contaminantes. Para esta fase, se utilizan tamices vibratorios de alta precisión y sistemas de aspiración controlados, que permiten tratar hasta 10 toneladas por hora con una eficiencia que supera el 99% en la remoción de partículas no deseadas.
Posteriormente, el grano pasa a una prensa de tornillo mediana (ver imagen), que optimiza la extracción primaria del aceite. Esta tecnología, al garantizar una presión controlada y una temperatura óptima, obtiene un rendimiento de aceite superior al 18% con bajo impacto sobre la calidad lipídica.
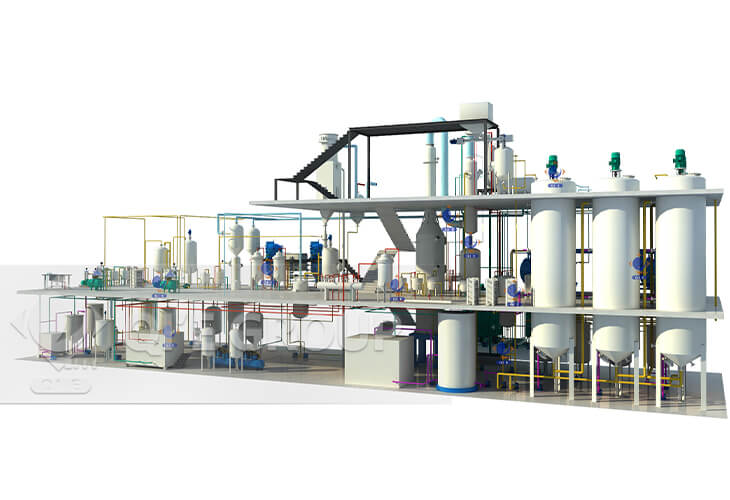
La extracción es seguida por un sofisticado proceso de refinación que incluye desalado, desgomado y desodorización, utilizando equipos de alta capacidad como las torres de fraccionamiento especializadas. Estos sistemas garantizan la eliminación de impurezas y compuestos indeseados, asegurando un aceite limpio, transparente y estable para su comercialización.

La empresa ha integrado recientemente innovaciones que optimizan la eficiencia productiva y reducen el impacto ambiental. Por ejemplo, la incorporación de sistemas automáticos de control de temperatura en la prensa reduce pérdidas térmicas en un 12%, y el uso de sensores avanzados en la refinación minimiza los residuos sólidos generados.
En cifras concretas, esto se traduce en una tasa de extracción del aceite que supera el 19% y una pureza del producto final superior al 99.7%, resultados que posicionan a la empresa como líder en calidad y eficiencia dentro de la industria oleaginosa.
Más allá del aceite, los subproductos provenientes de este proceso abren oportunidades significativas. La harina de soja, que constituye aproximadamente el 78% del residuo sólido tras la extracción, se destina a la alimentación animal, garantizando un alto contenido proteico (alrededor del 44%) y valor nutricional imprescindible para la industria agropecuaria.
La lecitina de soja, extraída mediante métodos avanzados de separación y purificación, se utiliza como un valioso emulsionante natural en la producción de alimentos y en la industria cosmética, destacándose por su funcionalidad y compatibilidad ambiental. Su volumen representa cerca del 1.5% del total de materia procesada, pero su valor agregado es considerable.

La gestión integral de la línea de producción demuestra una sensibilidad ambiental clara y un entendimiento profundo de los principios de economía circular. Cada recurso es optimizado, reduciendo desperdicios y emisiones, alineándose así con las demandas globales de producción responsable.
Este rigor técnico refleja la filosofía de la compañía: calidad suprema, innovación constante y respeto por el entorno. Con controles estrictos que garantizan la trazabilidad en todas las etapas, la empresa logra construir una cadena de confianza que convence a sus socios y clientes internacionales.
Descubra cómo nuestras tecnologías avanzadas y procesos ecoeficientes pueden potenciar su negocio. Contacte con nosotros hoy mismo para una consulta personalizada y muestras de producto.
Solicite Información Ahora
 96
|
96
|
 proceso de producción de aceite de soja
flujo de producción de aceite de soja
pasos clave en la producción de aceite de soja
tecnología de equipos para producción de aceite de soja
subproductos del aceite de soja
proceso de producción de aceite de soja
flujo de producción de aceite de soja
pasos clave en la producción de aceite de soja
tecnología de equipos para producción de aceite de soja
subproductos del aceite de soja
 337
|
proceso de producción de aceite de soja
refinación de aceite de soja
subproductos de la soja
337
|
proceso de producción de aceite de soja
refinación de aceite de soja
subproductos de la soja
 177
|
producción de aceite de soja
proceso de extracción aceite
subproductos de soja
177
|
producción de aceite de soja
proceso de extracción aceite
subproductos de soja



















